
LOCTITE® 542是用于锁固和密封金属管螺纹接点。该产品在两个紧密配合的金属表面间,与空气隔绝时固化,并且可防止由于受到冲击和震动而导致的松动和泄露。 LOCTITE® 542 的触变特性降低了液态产品在施胶到基材上后,未固化前的流淌性。

| 固化前的材料特性 | |
| 密度@ 25 °C | 1.06 |
| 粘度, Brookfield - RVT, 25 °C, mPa.s (cp) | |
| 转子2, 转速2.5rpm | 1,200至2,750 |
| 转子2, 转速 20 rpm | 400至800 |
| 粘度,EN 12092 - MV, 25 °C, 180 s后, mPa.s (cp): 剪切速度277 s-1 | 150 |
| 固化后材料典型性能 | |
| 热膨胀系数ISO 11359-2, | 80×10-6 K-1 |
| 导热系数, ISO 8302, | 0.1 W/(m·K) |
| 比热 | 0.3 kJ/(kg·K) |
| 85 °C / 85% RH,1周之后,破坏力矩, ISO 10964:M10 钢制螺栓和螺母 | 15 N·m |
| 压剪切强度, ISO 10123: 钢制轴和套 | ≥6.5N/mm² |
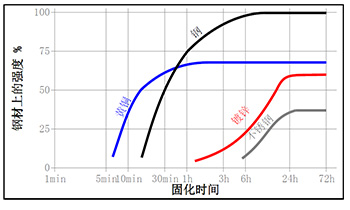
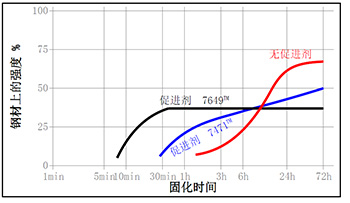
固化速度:
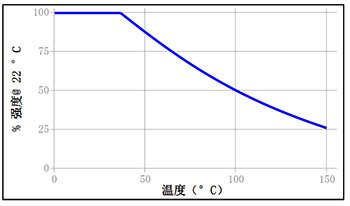
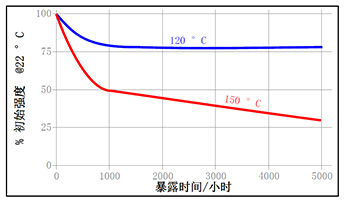
热强度:
装配
1、为了获得最佳效果,使用诸如乐泰清洗剂彻底清洗材料内外表面,待表面干燥后再进行下一步操作。
2、材质为非活泼金属或固化速度太慢,在配合面喷洒促进剂,并晾干30秒钟。
3、将产品涂施一圈于外螺纹前端螺纹上,不要涂施第一节螺纹。上紧螺纹,从而完全填充空隙。对于较大的螺纹与空隙,相应调整产品用量并且同时在内螺纹上也涂施一圈产品。
4、按照制造商的建议,采用符合规定的方法,组装并用扳手拧紧配件。
5、完全装配好的连接件具有一定的即时密封能力,为了确保具有最大的耐压和耐溶剂性能,要确保密封胶至少固化 24小时,以确保固化完全。
拆卸
1、用标准手动工具拆卸。
2、固化产品可以通过在乐泰溶剂中浸润与机械刮擦(如钢丝刷)结合的方法进行清除。当难以拆卸或者螺纹直径大于1英寸,请适当加热到250摄氏度时拆卸。
清洗
1、对于固化的胶水,可将其浸泡在溶剂中或使用钢刷等工具进行机械打磨。
标签:
汉高乐泰胶水