

LOCTITE® SI 5970™ 专门为垫片密封应用。 该产品能够抵抗在产品开始固化之前进行的在线低压测试。典型应用作业包括冲压金属板材外盖(发动机外盖与变速箱)作业,要求有良好耐油性能与抵抗高接头移动的。
| 固化前的材料特性 | |
| 密度@ 25 °C | 1.38至1.44 |
| 挤出率, g/min | 40至80 |
| 固化后材料典型性能 | |
| 邵氏硬度, ISO 868, 硬度 A | 44 |
| 断裂时延伸率,ISO37 | ≥200% |
| 拉伸强度ISO 37 | ≥1.5N/mm² |
| 电气特性 | |
| 表面电阻, IEC 60093 | 1.4×10^16 |
| 体积电阻, IEC 60093 | 1.8×10^15 |
| 介电常数/损耗因子, IEC 60250: | |
| 1 kHz | 3.44 / 3.25×10-3 |
| 100 kHz | 3.41 / 2.63×10-3 |
| 1 MHz | 3.4 / 2.51×10-3 |
| 10 MHz | 3.45 / 3.97×10-3 |
| 23℃/60±5%RH下固化21天,剪切强度, ISO 4587: | |
| 低碳钢 | 1.3 至 2.0 N/mm² |
| 铝 2024-T3 | 0.7 至 1.3 N/mm² |
| 包铝合金 | 1.0 至 1.8 N/mm² |
| 镀锌 | 1.5至2.0 N/mm² |
| 热固性塑料(酚醛树脂) | 0.8至1.5 N/mm² |
| 尼龙 66 (30% 玻璃填充) | 0.1至0.2 N/mm² |
| 聚苯硫化物 | 0.8 至 1.1 N/mm² |
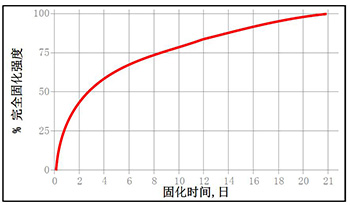
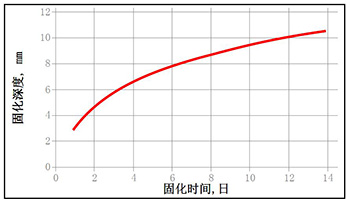
固化速度
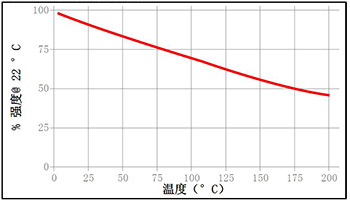
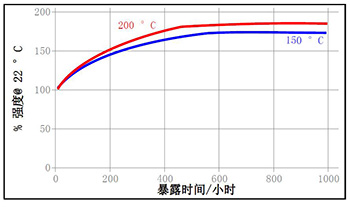
热强度
环境老化,铝合金
| 初始强度的保持率% | ||||
| 环境 | ℃ | 100h | 500h | 1000h |
| 空气 | 150 | 130 | 170 | 170 |
| 机油(5W30) | 150 | 70 | 70 | 70 |
| 乙二醇/水(50/50) | 120 | 60 | 70 | 70 |
| 水/OAT 50/50 | 105 | 55 | 60 | 75 |
镀锌
| 初始强度的保持率% | ||||
| 环境 | ℃ | 100h | 500h | 1000h |
| 机油(5W30) | 150 | 55 | 55 | 55 |
| 乙二醇/水(50/50) | 120 | 45 | 45 | 45 |
| 水/OAT 50/50 | 105 | 50 | 50 | 70 |
热固性酚醛
| 初始强度的保持率% | ||||
| 环境 | ℃ | 100h | 500h | 1000h |
| 机油(5W30) | 150 | 35 | 45 | 55 |
| 乙二醇/水(50/50) | 120 | 50 | 50 | 60 |
聚苯硫化物
| 初始强度的保持率% | ||||
| 环境 | ℃ | 100h | 500h | 1000h |
| 机油(5W30) | 150 | -- | 100 | -- |
| 乙二醇/水(50/50) | 120 | -- | 100 | -- |
使用指南
1、要想获得最佳效果,被粘接的材料表面应当清洁,无油脂。
2、本产品接触到空气后,湿气固化立刻会开始,因此物件应在胶水挤出后几分钟内进行粘合。
3、达到完全性能需要72小时后。
4、多余的胶水可以用非极性溶剂拭去。
5、对于全自动生产线,建议使用定体积点胶系统。
标签:
汉高乐泰胶水