

LOCTITE® 510™ 应用在两个紧密配合的金属面内,隔绝空气的情况下固化。该产品是通用型垫片密封产品,可手工涂敷,也可用网板印刷涂敷,可耐高温至200℃。
NSF 国际认可
NSF P1注册认可:可在不和食物及周围食品加工领域接触的地方作为密封剂使用。
澳大利亚煤气协会认证,认证号为3375,工作耐压可达2000 Kpa,工作温度为-10摄氏度到150摄氏度。
| 固化前的材料特性 | |
| 密度@ 25°C | 1.1 |
| 布氏粘度,- HBT, 25°C, mPa.s(cp): | |
| 转子TC,转速2.5rpm | 200,000至750,000 |
| 转子 TC, 转速 20 rpm | 40,000至140,000 |
即时密封:
未固化时,厌氧密封胶具有抵抗低在线测试压力的能力。将未固化的产品518涂在环状聚碳酸酯密封表面(内径50 mm ,外径70 mm)上后,立即测试。
| 耐压, MPa | |
| 间隙 0 mm | 0.02 |
| 间隙0.125 mm | 0.01 |
| 间隙0.25 mm | 0.01 |
| 固化后材料典型性能 | |
| 热膨胀系数ISO 11359-2, K-1 | 80×10-6 |
| 导热系数, ISO 8302, W/(m·K) | 0.1 |
| 比热, kJ/(kg·K) | 0.3 |
| 固化 24小时在22°C: | |
| 压剪切强度, ISO 10123:钢制轴和套 (脱脂) | ≥7.5N/mm² |
| 剪切强度:钢件(喷过砂) | 5N/mm² |
| 拉伸强度, ISO 6922:钢件(喷过砂) | 7.5N/mm² |
| 密封性能(在内径为50mm,外径70mm的环状垫片上施加压力1.3 MPa 进行测漏) | |
| 最大密封间隙 | |
| 低碳钢 | ≤0.125mm |
| 铝2011T3 | ≤0.125mm |
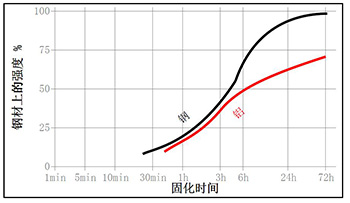
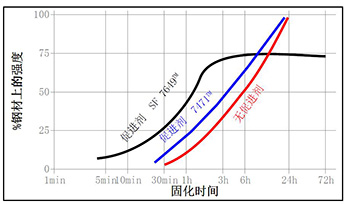
固化速度:
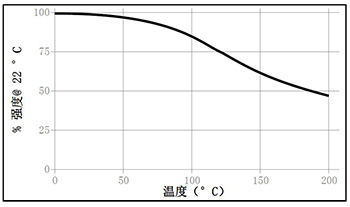
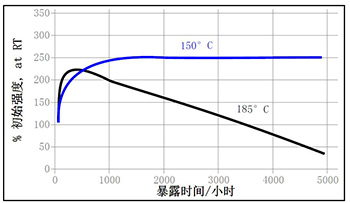
热强度:
使用指南:
1、要想获得最佳效果,被粘接的材料表面应当清洁,无油脂。
2、本产品适合间隙小于 0.25mm的紧密配合法兰件。
3、用手工涂刷或丝网印刷的方法将该产品涂在法兰盘的一个面上。
4、在装配后和固化之前,要确认是否完全密封时,可以通过施加一定的低压(<0.05 MPa) 的方法进行验证。
5、装配好后,法兰盘应当尽可能的紧固,避免滑动。
清除
1、 固化后的产品可以通过浸泡在乐泰除胶剂(例如乐泰®7200)中并用软刮刀手工去除, 应避免形成灰尘、避免吸入。再用蘸有乐泰®清洁剂的软布擦拭、完全清洁,清洁剂可选用乐泰7063、乐泰7365或其他不含ODC的乐泰清洁剂。
标签:
汉高乐泰胶水