

LOCTITE 5910典型应用在冲压金属板材外盖(发动机外盖与储油槽),要求密封性、有良好耐油性能与抵抗高接头移动要求的作业。LOCTITE® SI 5910 的触变特性降低了液态产品在施胶到基材上后,未固化前的流淌性。
| 固化前的材料特性 | |
| 密度@ 25°C | 1.34 |
| 挤出率, g/min | 300至650 |
| 脱粘时间,25 °C / 50±5 % RH | ≤40分钟 |
| 固化后材料典型性能,在25°C 固化1 周 | |
| 邵氏硬度, ISO 868, 硬度 A | 30 |
| 延伸率,ISO 527-2, % | ≥400 |
| 拉伸强度ISO 37 | ≥1.7LMS N/mm² |
| 拉伸强度, 在100% 伸长率时ISO37 | 0.6至1.0N/mm² |
| 电气特性 | |
| 体积电阻, IEC 60093 | 1.69×10^14 |
| 表面电阻, IEC 60093 | 2.81×10^16 |
| 介电常数/损耗因子, IEC 60250 | |
| 1 kHz | 4.53 / 0.019 |
| 100 kHz | 4.09 / 0.009 |
| 1 MHz | 4.05 / 0.008 |
| 10MHz | 4.08 / 0.017 |
| 固化 21天23°C / 60±5% RH 和 0.5 mm 间隙,剪切强度 | |
| 低碳钢 | 0.9至1.4 N/mm² |
| 铝 2024-T3 | 0.6至1.4 N/mm² |
| 包铝合金 | 1 至 1.6 N/mm² |
| 镀锌 | 1至1.6 N/mm² |
固化速度


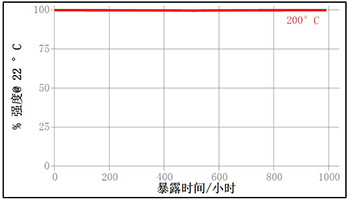
热强度

使用指南
1. 要想获得最佳效果,被粘接的材料表面应当清洁,无油脂。
2. 本产品接触到空气后,湿气固化立刻会开始,因此物件应在胶水挤出后几分钟内进行粘合。
3. 在承受重型工作负载之前,应允许粘合剂充分固化(例如七天)。
4. 多余的胶水可以用非极性溶剂拭去。
5. 对于全自动生产线,建议使用定体积点胶系统。
标签:
汉高乐泰胶水